Cartridges should be as tight as possible.
When preparing to drill holes where the cartridge will be located, consider the following factors:
If possible, a hole should be drilled at the opposite end of the connections, in order to be able to extract the cartridge more easily.
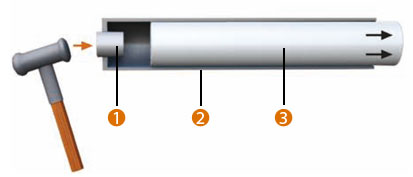
1. Drilling for extraction
2. Mold
3. Cartridge
| Material | p | melting | Cp | Cf |
| Steel | 7.8 | 1400 | 0.12 | 60 |
| Aluminum | 2.7 | 600 | 0.23 | 94 |
| Bronze | 78.4 | 900 | 0.10 | |
| Foundry | 4.2 | 1150 | 0.13 | 30 |
| Stainless Steel | 7.8 | 1600 | 0.12 | 56 |

1. Cartridge
2. Probe
3. Maximum 15 millimeters
4. Maximum adjustment